Rotational Element Subassemblies
The rotational element consists of the following subassemblies:
Rotation Stage
Large Vial
Small Vial
Front & Back Base Plates
Front Top Plate
Back Top Plate
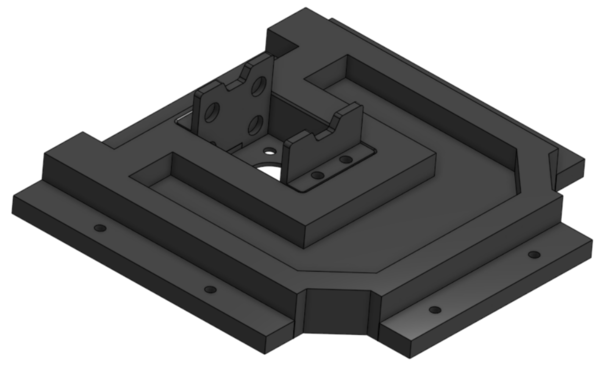
Rotation Stage
Required Materials:
(QTY 1) Rotation Stage
(QTY 9) 7x17x5mm Ball Bearing
(QTY 9) Bearing Post
(QTY 9) Bearing Top Piece
(QTY 9) M3x12 Button Head Screw
(QTY 1) Mid Base Plate
(QTY 12) M3x4x5 Heat Set Insert
(QTY 3) M3x5 Button Head Screw
(QTY 5) M5x10 Button Head Screw
(QTY 5) M5 Hammer TNut
Required Tools:
M2.5 Hex/Allen Key
Soldering Iron
Step-by-Step Instructions:
NOTE: All fasteners will be “hand tight”. Ensure that heat set inserts have ~2 minutes to cool post installation.
Place QTY (1) 7x17x5mm Ball Bearing on the shaft of QTY (1) Bearing Post. Place QTY (1) Bearing Top Piece on the flat end on top of the post and bearing. Take QTY (1) M3x12 Button Head Screw and push through the aligned center holes.

Repeat for all bearings.

Take QTY (9) M3x4x5mm Heat Set Insert and, using a soldering iron, place them into the three holes on the top and the six holes on the top and front faces of the bearing posts of the QTY (1) Rotation Stage. Ensure that the top of the heat set inserts are flush with the surface.

On the non-cantilevered top hole of QTY (1) Rotation Stage, place a bearing assembly. Use the screw to align the hole and push the bearing down to be flush with the top hole.
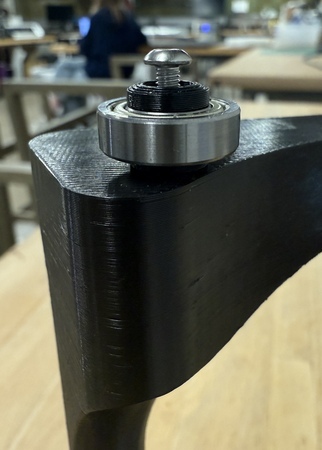
Using a M2.5 Hex/Allen Key, screw directly into the rotation stage, until flush with the bearing top piece. The bearing should not have any wiggle.

Repeat Steps 3 & 4 for the rest of the holes in the rotation stage. The rotation stage is now complete.

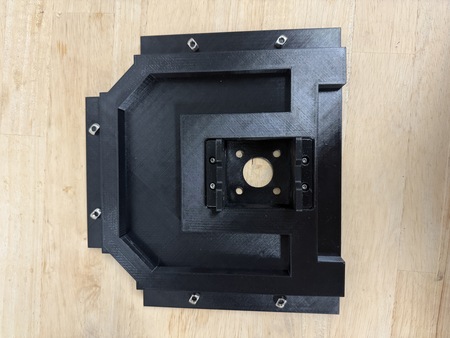
Take QTY (3) M3x4x5mm Heat Set Insert and, using a soldering iron, place them into the following locations on the QTY (1) Mid Base Plate. Ensure that the top of the heat set inserts are flush with the surface.
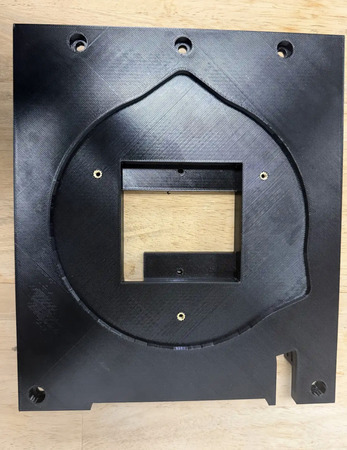
Place QTY (5) M5x10 Button Head Screw in each of the counterbored holes shown below. Loosely install QTY (5) M5 Hammer TNut on the opposite end of each fastener.
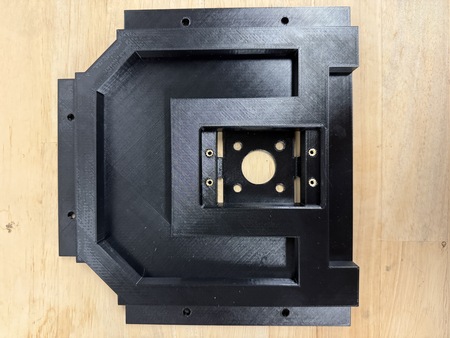
Take the assembly from Step 5 and place it in the center cutout on the Mid Base Plate, aligning the silhouettes. Using QTY (3) M3x5 Button Head Screw to fasten the Rotation Stage and Mid Base Plate together. The Rotation Element Mid Base Plate is now complete.

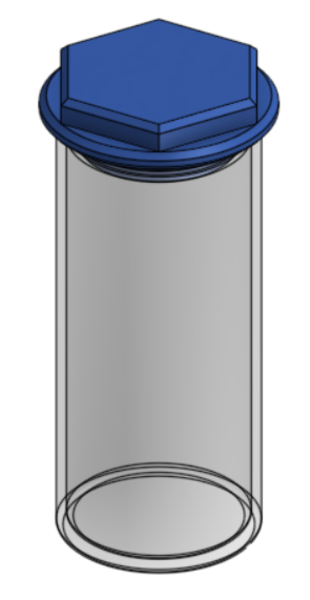
Large Vial
Required Materials:
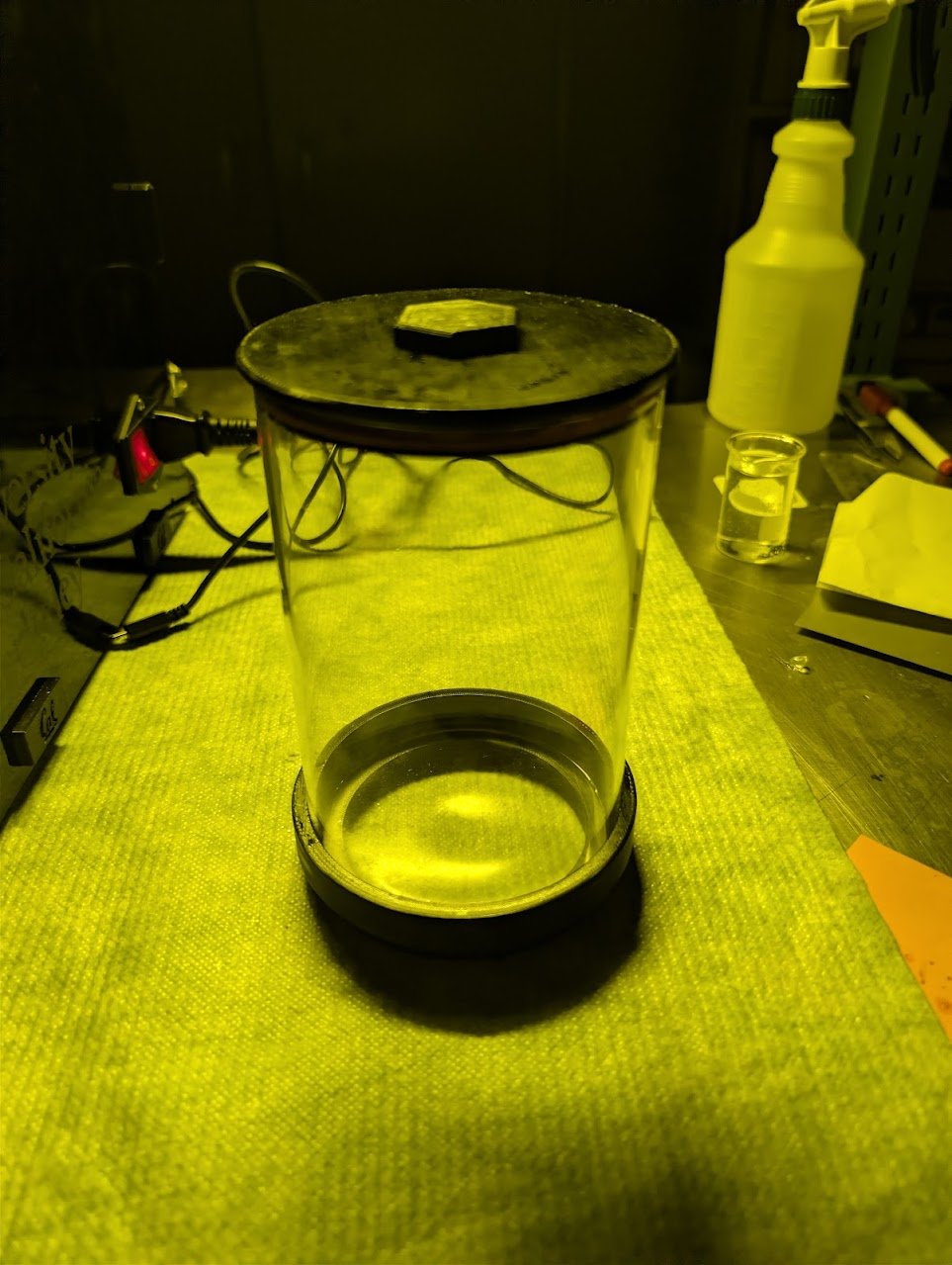
(QTY 1) Closed-Bottom Glass Vial
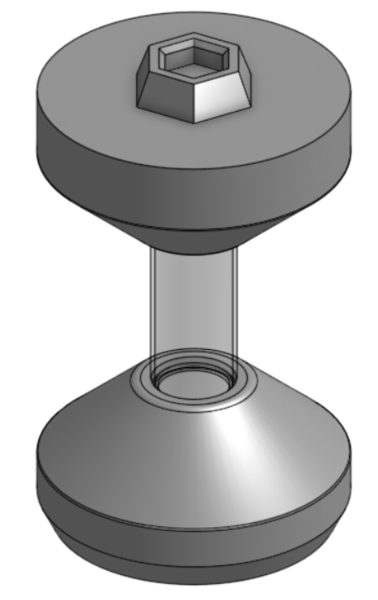
(QTY 1) Bottom Vial Attachment
(QTY 1) Lid
(QTY 1) Lid Plug
(QTY 1) O-Ring (McMaster 1173N238)
Required Tools:
No Tools Required.
Step-by-Step Instructions:
NOTE: This is the lid-style large vial. It is still a work in progress and is not yet fully reliable. See Help Wanted if you would like to help finish the design.
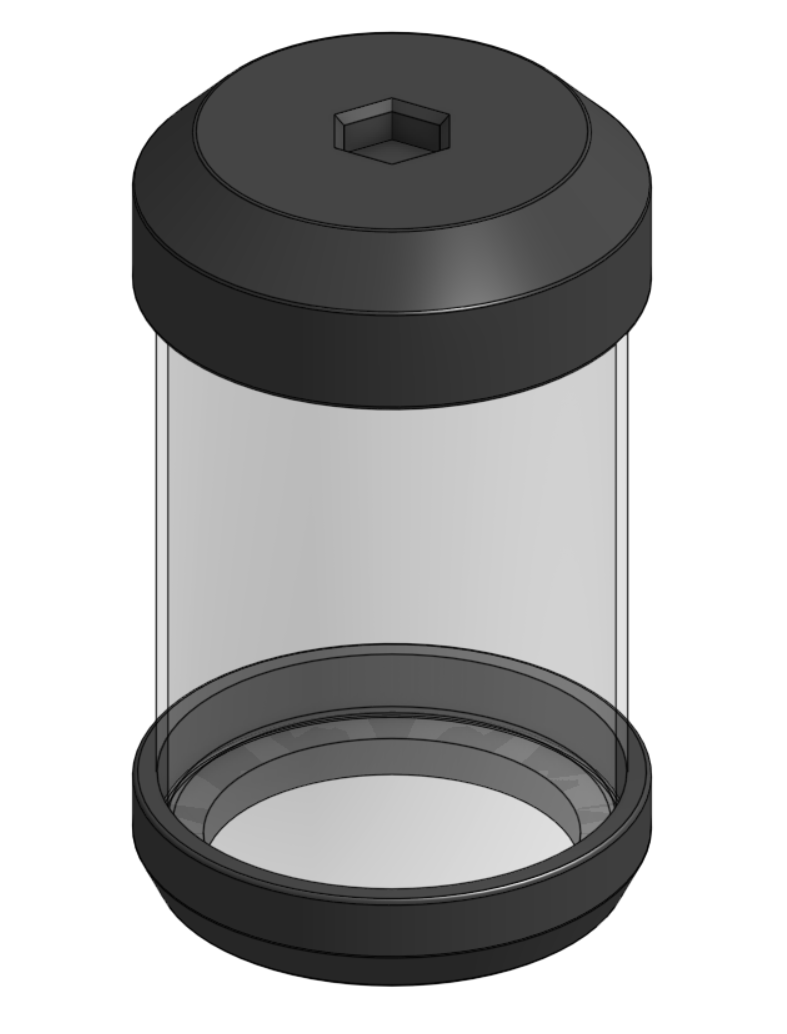
Slide QTY (1) Bottom Vial Attachment onto the bottom of QTY (1) Closed-Bottom Glass Vial. It is a friction fit, so press it on until it seats snugly.
Stretch QTY (1) O-Ring into the groove on QTY (1) Lid Plug, then seat the plug into the center of QTY (1) Lid.
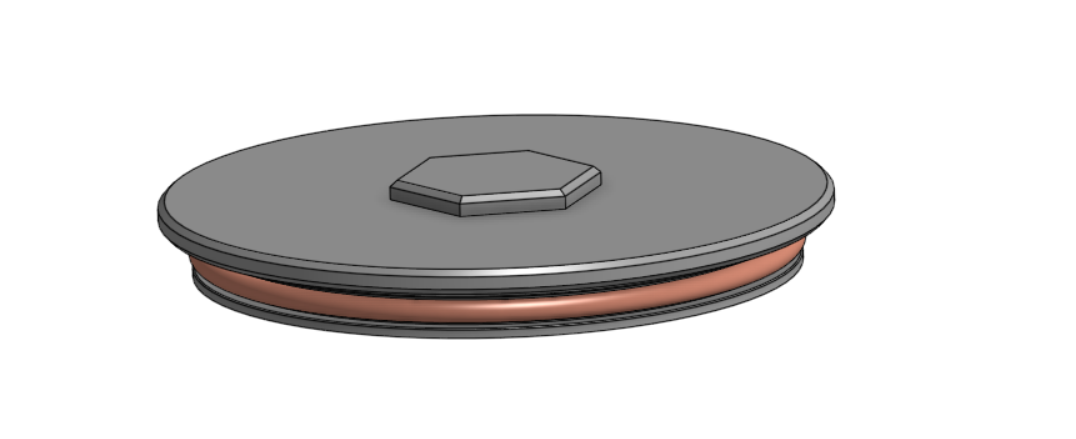
Fit the Lid onto the top of the vial. The hex feature on the Lid is the adapter that mounts the vial to the rotation stage. The Large Vial is now complete.

Small Vial
Required Materials:
(QTY 1) Small glass vial
(QTY 1) Small vial lid
(QTY 1) 2x18mm O-ring

Required Tools:
No Tools Required.
Step-by-Step Instructions:
Stretch o-ring over the small vial lid groove.

Place the lid in a glass vial to seal.

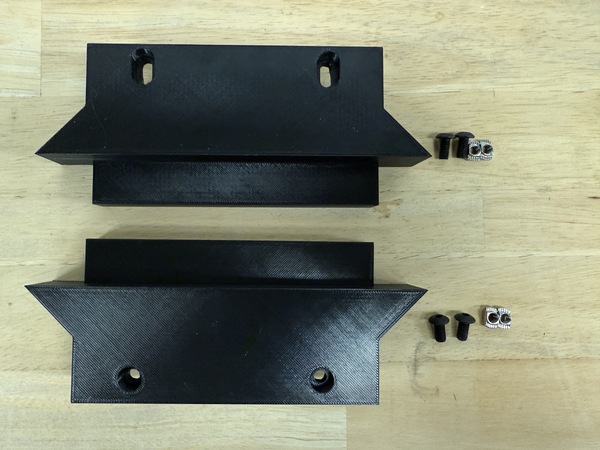
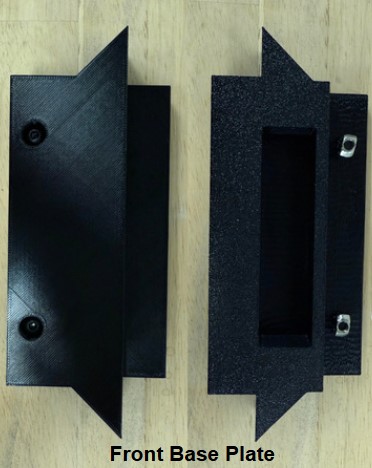
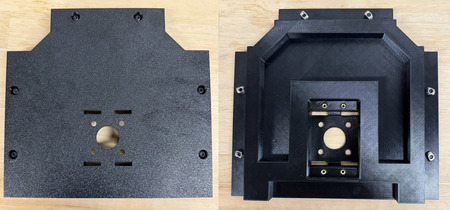
Front & Back Base Plates


Required Materials:
(QTY 1) Front Base Plate
(QTY 1) Back Base Plate
(QTY 4) M5x8 Button Head Screw
(QTY 4) M5 Hammer TNut
Required Tools:
No Tools Required.
Step-by-Step Instructions:
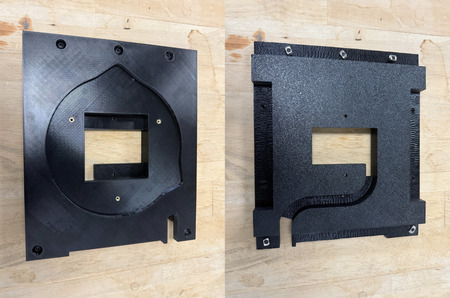
Take QTY (1) Front Base Plate and place QTY (2) M5x8 Button Head Screw from the top in the counterbored holes. Loosely install QTY (2) M5 Hammer TNut on the opposite end of each fastener.
Repeat Step 1 one more time with QTY (1) Back Base Plate. The Back Base Plate is the one with mounting slots rather than holes. The Front & Back Base Plates subassembly is now complete.

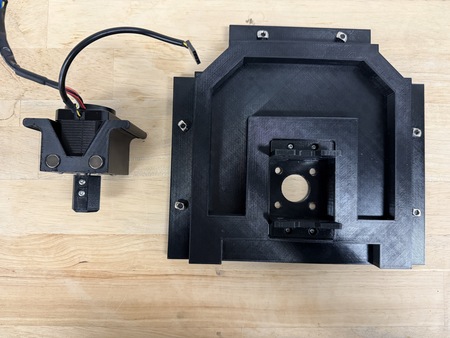
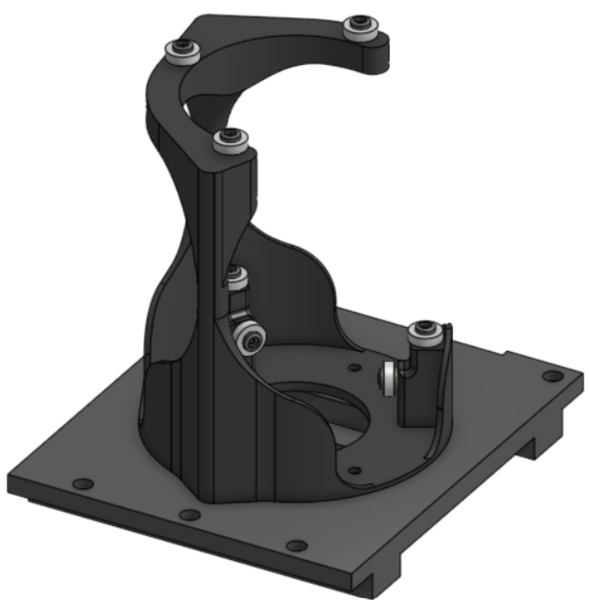
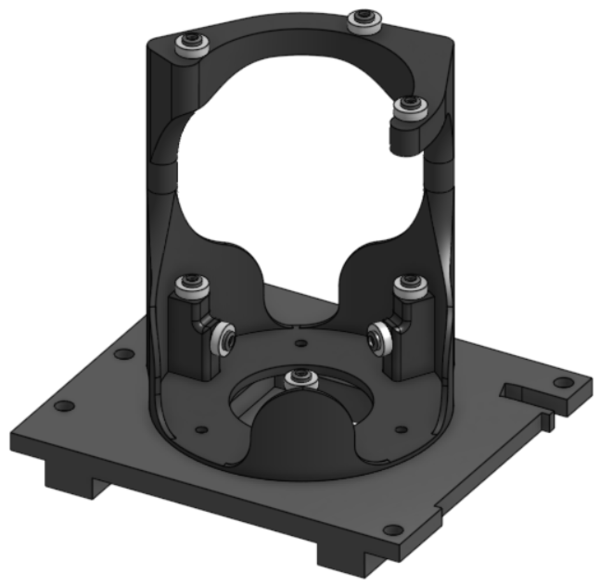
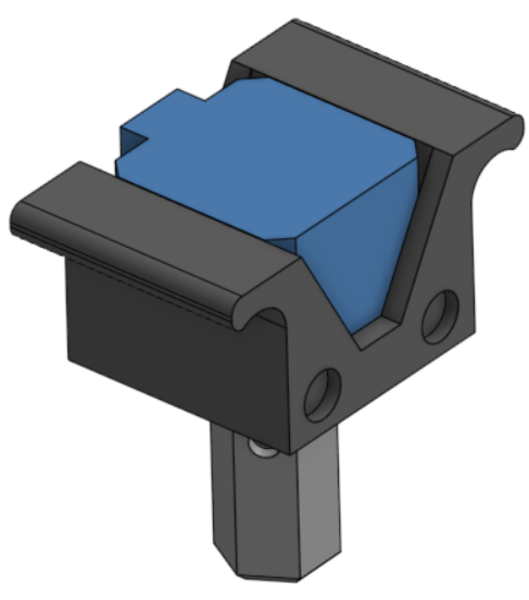
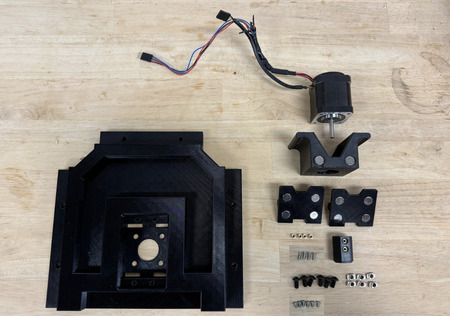
Front Top Plate
Required Materials:
(QTY 1) Front Top Plate
(QTY 2) Stepper Mount Plate
(QTY 1) Stepper Motor Holder
(QTY 1) Stepper Motor
(QTY 1) Hex Shaft
(QTY 12) 10x3mm Circular Magnet (Pre-installed below)
(QTY 6) M3x6mm Button Head Screw
(QTY 4) M3x15mm Button Head Screw
(QTY 6) M3x4x5mm Heat Set Insert
(QTY 6) M5x10mm Button Head Screw
(QTY 6) M5 Hammer TNut
Required Tools:
M2.5 Hex/Allen Key
Soldering Iron
Step-by-Step Instructions:
NOTE: Unless otherwise mentioned, all fasteners will be “hand tight”. Ensure that heat set inserts have ~2 minutes to cool post installation.
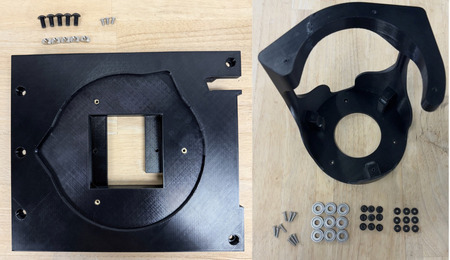
Take QTY (4) M3x4x5mm Heat Set Insert and, using a soldering iron, place them into the following locations on the QTY (1) Front Top Plate. Ensure that the top of the heat set inserts are flush with the surfaces.
Repeat Step 1 with QTY (2) M3x4x5mm Heat Set Insert, and place them into QTY (1) Hex Shaft.

From the “bottom” of the Front Top Plate (where the counterbores are) place QTY (6) M5x10 Button Head Screw. Loosely install QTY (6) M5 Hammer TNut on the opposite end of each fastener.
Apply a small amount of loctite to the holes on the sides of the QTY (1) Stepper Motor Holder and place QTY (4) 10x3mm Circular Magnet. For each magnet ensure that the same polarity faces outward.

Apply a small amount of loctite to the holes on the front of the QTY (1) Stepper Mount Plate and place QTY (4) 10x3mm Circular Magnet into the holes. For each magnet ensure that the opposite polarity to that of the Stepper Motor Holder magnets faces outward.
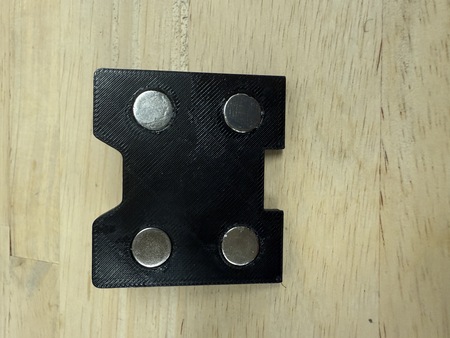
Repeat Step 5 with the other Stepper Mount Plate. The Stepper Mount Plate magnets should be attracted to the Stepper Motor Holder magnets.

Slide QTY (1) Stepper Motor into the Stepper Motor Holder. Fasten the holder to the stepper motor using QTY (4) M3x6mm Button Head Screw. Ensure that the wiring of the stepper motor is aligned with the opening in the stepper motor holder.
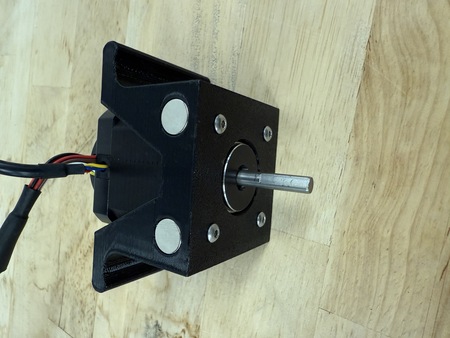
Slide QTY (1) Hex Shaft onto the Stepper Motor shaft until the hard stop of the Hex Shaft. Fasten the Hex Shaft to the Stepper Motor using QTY (2) M3x6mm Button Head Screw. Ensure that the screws are flush with the surface of the hex shaft.

Take QTY (2) Stepper Mount Plate and slot them into their corresponding areas. Fasten down with QTY (4) M3x15mm Button Head Screw.
The Front Top Plate is now complete.